





| 1. Pilotní otvor 100% ot./min. 100% mm/min. |
Navrtejte pilotní otvor pomocí krátkého vrtáku stejného průměru do hloubky minimálně 2xD. Použijte pilotní vrták se stejným nebo větším vrcholovým úhlem VBD. | |
 |
 |
|
| 2. Posuv dovnitř 50 ot./min. 300 mm/min. |
Dlouhým vrtákem najeďte do vzdálenosti 1,5 mm od stanoveného dna pilotního otvoru při maximálních 50 ot./min. a rychlosti posuvu 300 mm/min. | |
 |
 |
|
| 3. Přechodné vrtání hlubokých otvorů 50% ot./min. 75% mm/min. |
Pokračujte ve vrtání do hloubky 1xD ode dna pilotního otvoru sníženou řeznou rychlostí o 50% a posuvem o 25%. Po dovrtání 1xD naprogramujte prodlevu min. 1 sekundu pro dosažení plných otáček. |
|
 |
|
|
| 4. Hluboké vrtání – neprůchozí otvor 100% ot./min. 100% mm/min. |
Vrtejte do plné hloubky doporučenými otáčkami a posuvem pro hluboké otvory podle doporučených tabulek otáček a posuvu společnosti Allied – viz technická část – Doporuč. řez. podmínky. Při vrtání nedoporučujeme cyklovat. |
|
 |
|
|
| 5. Hluboké vrtání – na přelomu 50% ot./min. 75% mm/min. |
Pouze pro průchozí otvory: Snižte rychlosĨ o 50 % a posuvu o 25 % – ochrana před vylomením přesahující VBD vůči průměru držáku. Nevyjíždějte s držákem více než 3 mm od plného průměru vrtáku (od fazety VBD). |
|
 |
|
|
| 6. Vysunutí nástroje max. 50 ot./min. | Před vyjetím z otvoru snižte otáčky na maximálně 50 ot./min. | |
 |
|
|
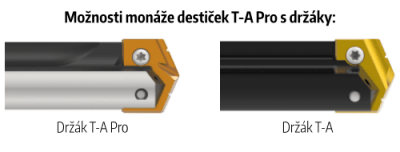
– Při použití držáků bez pomocných pouzder použijte krátký držák T-A® k vyvrtání pilotního otvoru hlubokého minimálně 2xD.
– Pokud není nástroj v záběru s obrobkem, nenastavujte otáčky na více než 50 ot./min.
Technickou pomoc pro vaše konkrétní aplikace vám poskytnou naši aplikační technici.
