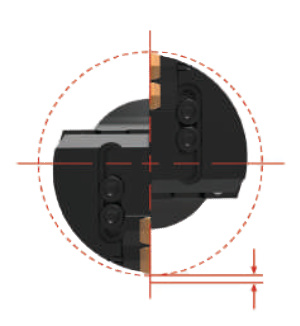
4. KROK
Nastavte protilehlou cartridge s radiálním přesazením 4 mm až 5 mm směrem dovnitř utažením seřizovacího šroubu proti nastavovacímu kolíku (optimální pro všechny destičky, zabezpečí stejný úběr materiálu).
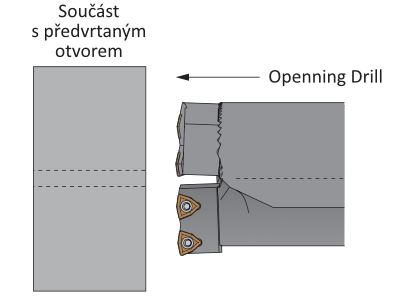
Minimální průměr pilotního otvoru pro použití systému Open Drill®
Min. průměr pilotního otvoru = Požadovaný průměr otvoru - rozsah vrtání
Příklad: Pro vyvrtání otvoru na průměr 69.85 mm je použita destička OP2. Maximální průměr pilotního otvoru bude: 69.82 - 47.75 = 22.10 mm
Série Opening Drill
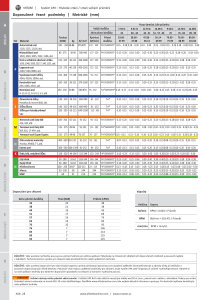
Požadovaný průměr otvoru (mm)
Rozsah vyvrtání (mm)
OP1
50.8 - 63.5
47.75
OP2
63.5 - 76.2
47.75
OP3
76.2 - 104.6
47.75
OP4
104.6 - 142.7
68.07
Úprava / zkrácení stopky nástroje - Open Drill®
Válcová stopka
Určeno pro většinu aplikací
Lze zkrátit pro upnutí v držácích stopkových fréz
Značka (označena červeným kroužkem) slouží jako doporučené místo pro případné zkrácení
V místě této značky lze stopku zkrátit (odřezat) a lehce srazit hranu
Toto zkrácení zebezpečí zvýšení tuhosti nástroje u držáků stopkových fréz
IC destičky pro držáky Opening Drill®
Konstrukce destiček umožňuje excelentní kontrolu třísky a agresivní rychlost penetrace (průniku nástroje) do materiálu.
Povlaky AM200® a AM300® nabízejí vyšší životnost oproti nejlepším povlakům konkurentů.
Stejné destičky lze použít jak pro nástroje Opening Drill®, tak pro nástroje Revolution Drill®
Doporučení pro vrtací aplikace - Opening Drill®
Jakost karbidů IC destiček
P35 (C5)
Všeobecné použití pro většinu aplikací. Běžné aplikace pro vrtání do ocelí a nerezových ocelí
K35 (C1)
Nejtvrdší jakost karbidu. Poskytuje nejlepší kombinaci pevnosti břitu a životnosti nástroje. Doporučeno pro méně tuhé aplikace
K25 (C2)
Karbid s vyšší odolností proti opotřebení, vhodný pro vrtání do abrazivních materiálů. Doporučeno pro šedé, tvárné a nodulární litiny
Další možnosti volby geometrií
-HR (High Rake)
Poskytuje vynikající kontrolu třísky a vyšší životnost nástroje v uhlíkových ocelích s dlouhou třískou a legovaných ocelích pod 200 BHN.
Na našich webových stránkách používáme soubory cookie, abychom vám poskytli co nejrelevantnější služby tím, že si zapamatujeme vaše preference a opakované návštěvy. Kliknutím na tlačítko "Přijmout vše" souhlasíte s používáním VŠECH souborů cookie. Můžete však navštívit "Nastavení souborů cookie" a poskytnout kontrolovaný souhlas.
Tyto webové stránky používají soubory cookie ke zlepšení vašich zkušeností při procházení webových stránek. Z nich jsou ve vašem prohlížeči uloženy soubory cookie, které jsou klasifikovány jako nezbytné, protože jsou nezbytné pro fungování základních funkcí webových stránek. Používáme také soubory cookie třetích stran, které nám pomáhají analyzovat a pochopit, jak tyto webové stránky používáte. Tyto soubory cookie se do vašeho prohlížeče ukládají pouze s vaším souhlasem. Máte také možnost se z těchto souborů cookie odhlásit. Odhlášení od některých z těchto souborů cookie však může ovlivnit vaše prohlížení.
Nezbytné soubory cookie jsou naprosto nezbytné pro správné fungování webových stránek. Tato kategorie zahrnuje pouze soubory cookie, které zajišťují základní funkce a bezpečnostní prvky webových stránek. Tyto soubory cookie neukládají žádné osobní údaje.
Všechny soubory cookie, které nejsou pro fungování webových stránek nezbytně nutné a používají se zejména ke shromažďování osobních údajů uživatelů prostřednictvím analytických nástrojů, reklam nebo jiného vloženého obsahu, se označují jako nepotřebné soubory cookie. Před spuštěním těchto souborů cookie na vašich webových stránkách je nutné získat souhlas uživatele.